ნახევარგამტარების წარმოებაში არსებობს ტექნიკა, რომელსაც ეწოდება "აკრავი" სუბსტრატის ან სუბსტრატზე წარმოქმნილი თხელი ფილმის დამუშავების დროს. გრავირების ტექნოლოგიის განვითარებამ როლი ითამაშა Intel-ის დამფუძნებლის გორდონ მურის მიერ 1965 წელს გაკეთებული პროგნოზის განხორციელებაში, რომ „ტრანზისტორების ინტეგრაციის სიმკვრივე გაორმაგდება 1,5-დან 2 წელიწადში“ (საყოველთაოდ ცნობილი როგორც „მურის კანონი“).
გრავირება არ არის „დამატებითი“ პროცესი, როგორიცაა დეპონირება ან შეკავშირება, არამედ „გამოკლების“ პროცესი. გარდა ამისა, სკრაპის სხვადასხვა მეთოდის მიხედვით, იგი იყოფა ორ კატეგორიად, კერძოდ, "სველი ატრაკი" და "მშრალი ატრაქცია". მარტივად რომ ვთქვათ, პირველი არის დნობის მეთოდი, ხოლო მეორე არის თხრის მეთოდი.
ამ სტატიაში, ჩვენ მოკლედ ავხსნით თითოეული ოქროვის ტექნოლოგიის მახასიათებლებსა და განსხვავებებს, სველი დამუშავების და მშრალი ოქროვის, აგრეთვე გამოყენების სფეროებს, რომლებისთვისაც თითოეული შესაფერისია.
გრავირების პროცესის მიმოხილვა
ამბობენ, რომ ოქროვის ტექნოლოგია ევროპაში მე-15 საუკუნის შუა ხანებში გაჩნდა. ამ დროს მჟავას ასხამდნენ გრავირებულ სპილენძის ფირფიტაში, რათა შიშველი სპილენძი კოროზიულიყო, რის შედეგადაც წარმოიქმნა ჭრილობა. ზედაპირის დამუშავების ტექნიკა, რომელიც იყენებს კოროზიის ეფექტს, ფართოდ არის ცნობილი, როგორც "აკრავი".
ნახევარგამტარების წარმოებაში ატრაქტის პროცესის მიზანია სუბსტრატის ან ფირის მოჭრა სუბსტრატზე ნახაზის მიხედვით. ფილმის ფორმირების, ფოტოლითოგრაფიისა და ოქროფის მოსამზადებელი ეტაპების გამეორებით, პლანშეტური სტრუქტურა მუშავდება სამგანზომილებიან სტრუქტურად.
განსხვავება სველ და მშრალ გრავირებას შორის
ფოტოლითოგრაფიის პროცესის შემდეგ, გამოფენილი სუბსტრატი სველი ან მშრალი ამოიჭრება ოქროვის პროცესში.
სველი გრავირება იყენებს ხსნარს ზედაპირის ამოსაჭრელად და გასაფხეკით. მიუხედავად იმისა, რომ ეს მეთოდი შეიძლება სწრაფად და იაფად დამუშავდეს, მისი მინუსი ის არის, რომ დამუშავების სიზუსტე ოდნავ დაბალია. მაშასადამე, მშრალი გრავირება დაიბადა დაახლოებით 1970 წელს. მშრალი ოქროთი არ იყენებს ხსნარს, არამედ იყენებს გაზს სუბსტრატის ზედაპირის დასაკაწრებლად, რაც ხასიათდება დამუშავების მაღალი სიზუსტით.
"იზოტროპია" და "ანიზოტროპია"
სველ და მშრალ ფორმირებას შორის განსხვავების დანერგვისას, ძირითადი სიტყვებია „იზოტროპული“ და „ანიზოტროპული“. იზოტროპია ნიშნავს, რომ მატერიისა და სივრცის ფიზიკური თვისებები არ იცვლება მიმართულების მიხედვით, ხოლო ანიზოტროპია ნიშნავს, რომ მატერიისა და სივრცის ფიზიკური თვისებები იცვლება მიმართულების მიხედვით.
იზოტროპული გრავირება ნიშნავს, რომ ოქროვი ერთნაირი რაოდენობით მიმდინარეობს გარკვეული წერტილის ირგვლივ, ხოლო ანისოტროპული გრავირება ნიშნავს, რომ გრავირება მიმდინარეობს სხვადასხვა მიმართულებით გარკვეული წერტილის გარშემო. მაგალითად, ნახევარგამტარების წარმოების დროს აკრავისას, ანიზოტროპული გრავირება ხშირად ირჩევა ისე, რომ მხოლოდ სამიზნე მიმართულება იფხეკა, სხვა მიმართულებები უცვლელი რჩება.
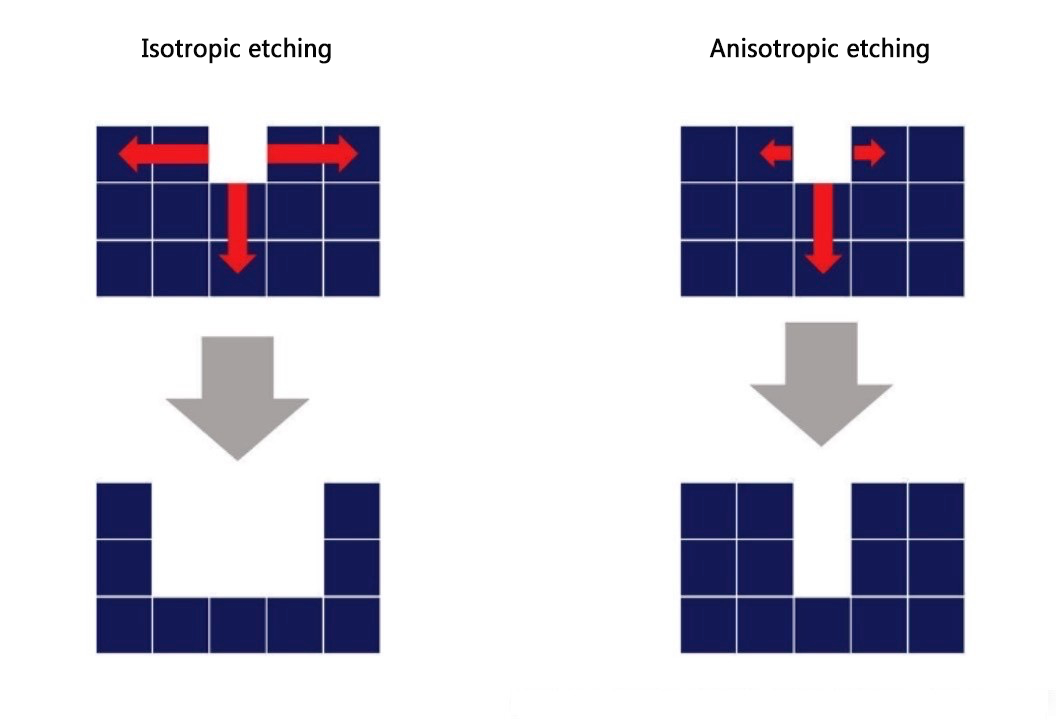 "იზოტროპული ეჩის" და "ანიზოტროპული ოფლის" სურათები
"იზოტროპული ეჩის" და "ანიზოტროპული ოფლის" სურათები
სველი გრავირება ქიმიკატების გამოყენებით.
სველი გრავირება იყენებს ქიმიურ რეაქციას ქიმიურ ნივთიერებასა და სუბსტრატს შორის. ამ მეთოდით ანისოტროპული ოქროვი შეუძლებელი არ არის, მაგრამ იზოტროპული ოქროთი გაცილებით რთულია. არსებობს მრავალი შეზღუდვა ხსნარებისა და მასალების ერთობლიობაზე და პირობები, როგორიცაა სუბსტრატის ტემპერატურა, ხსნარის კონცენტრაცია და დამატების რაოდენობა, მკაცრად უნდა იყოს კონტროლირებადი.
რაც არ უნდა წვრილად იყოს მორგებული პირობები, სველი გრავირება რთულია 1 მკმ-ზე დაბლა დამუშავების მიღწევა. ამის ერთ-ერთი მიზეზი არის გვერდითი გრავირების კონტროლის აუცილებლობა.
დაქვეითება არის ფენომენი, რომელიც ასევე ცნობილია როგორც დაქვეითება. იმ შემთხვევაშიც კი, თუ იმედოვნებენ, რომ მასალა დაიშლება მხოლოდ ვერტიკალური მიმართულებით (სიღრმის მიმართულება) სველი გრავირებით, შეუძლებელია ხსნარის გვერდებზე მოხვედრის სრულად აღკვეთა, ამიტომ მასალის პარალელური მიმართულებით დაშლა აუცილებლად გაგრძელდება. . ამ ფენომენის გამო, სველი გრავირება შემთხვევით წარმოქმნის მონაკვეთებს, რომლებიც უფრო ვიწროა, ვიდრე სამიზნე სიგანე. ამ გზით, პროდუქტების დამუშავებისას, რომლებიც საჭიროებენ დენის ზუსტ კონტროლს, განმეორებადობა დაბალია და სიზუსტე არასანდო.
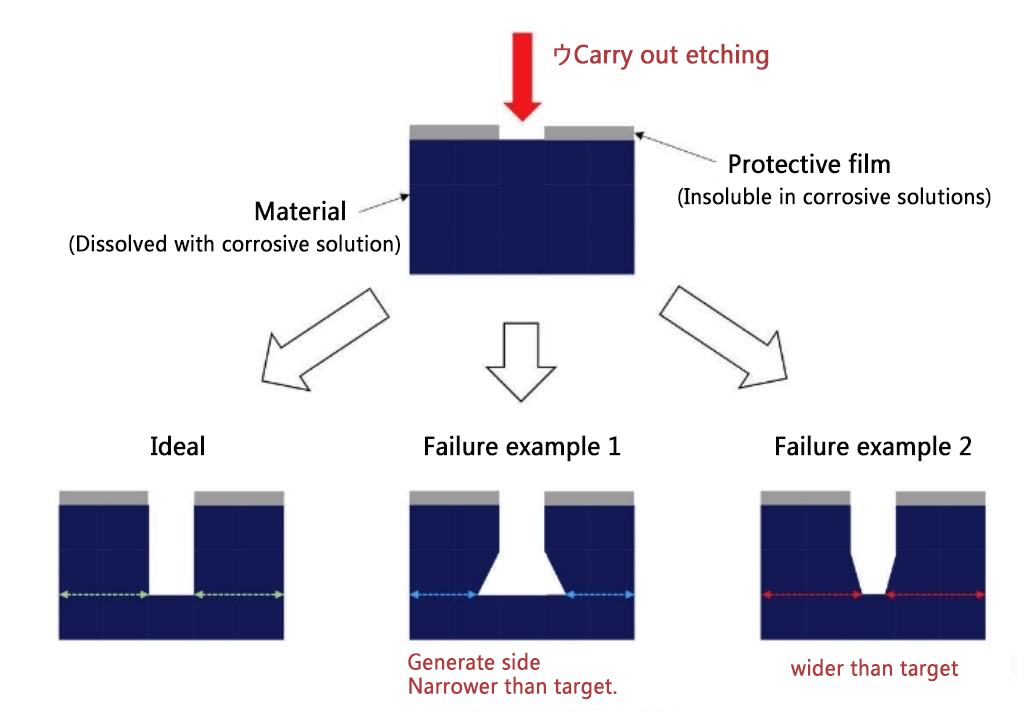 სველი გრავირებისას შესაძლო წარუმატებლობის მაგალითები
სველი გრავირებისას შესაძლო წარუმატებლობის მაგალითები
რატომ არის მშრალი გრავირება შესაფერისი მიკროდამუშავებისთვის
მსგავსი ხელოვნების აღწერილობა ანიზოტროპული გრავისთვის შესაფერისი მშრალი გრავირება გამოიყენება ნახევარგამტარების წარმოების პროცესებში, რომლებიც საჭიროებენ მაღალი სიზუსტის დამუშავებას. მშრალ გრავირებას ხშირად მოიხსენიებენ, როგორც რეაქტიულ იონებს (RIE), რომელიც ასევე შეიძლება მოიცავდეს პლაზმურ ოქროვას და ჭედურ ოქროვას ფართო გაგებით, მაგრამ ეს სტატია ყურადღებას გაამახვილებს RIE-ზე.
იმის ასახსნელად, თუ რატომ არის ანისოტროპული ოქროვი უფრო ადვილი მშრალი გრავირებით, მოდით უფრო ახლოს მივხედოთ RIE პროცესს. მისი გაგება ადვილია მშრალი აკრავის პროცესის და სუბსტრატის გამოფხეკის პროცესის ორ ტიპად დაყოფით: „ქიმიური აკრავი“ და „ფიზიკური ატრაქცია“.
ქიმიური გრავირება ხდება სამ ეტაპად. პირველ რიგში, რეაქტიული აირები შეიწოვება ზედაპირზე. შემდეგ რეაქციის პროდუქტები წარმოიქმნება რეაქციის გაზისა და სუბსტრატის მასალისგან, და ბოლოს რეაქციის პროდუქტები დეზორბირებულია. შემდგომ ფიზიკურ გრავირებაში, სუბსტრატი იჭრება ვერტიკალურად ქვემოთ, სუბსტრატზე ვერტიკალურად არგონის გაზის გამოყენებით.
ქიმიური გრავირება ხდება იზოტროპულად, ხოლო ფიზიკური გრავირება შეიძლება მოხდეს ანიზოტროპულად, გაზის გამოყენების მიმართულების კონტროლით. ამ ფიზიკური ოქროვის გამო, მშრალი გრავირება იძლევა უფრო მეტ კონტროლს ოხრვის მიმართულებაზე, ვიდრე სველი აკრავი.
მშრალი და სველი გრავირება ასევე მოითხოვს იგივე მკაცრ პირობებს, როგორც სველი გრავირება, მაგრამ მას აქვს უფრო მაღალი რეპროდუცირება, ვიდრე სველი გრავირება და აქვს მრავალი ადვილად სამართავი ელემენტი. ამიტომ, ეჭვგარეშეა, რომ მშრალი გრავირება უფრო ხელსაყრელია სამრეწველო წარმოებისთვის.
რატომ არის ჯერ კიდევ საჭირო სველი გრავირება
მას შემდეგ რაც გაიგებთ ერთი შეხედვით ყოვლისშემძლე მშრალ გრავირებას, შეიძლება გაგიკვირდეთ, რატომ არსებობს ჯერ კიდევ სველი გრავირება. თუმცა, მიზეზი მარტივია: სველი გრავირება პროდუქტს აძვირებს.
მთავარი განსხვავება მშრალ და სველ გრავირებას შორის არის ღირებულება. სველი ოქროვის დროს გამოყენებული ქიმიკატები არც თუ ისე ძვირია და თავად აღჭურვილობის ფასი, როგორც ამბობენ, არის მშრალი ამონაჭრის აღჭურვილობის დაახლოებით 1/10. გარდა ამისა, დამუშავების დრო მოკლეა და შესაძლებელია მრავალი სუბსტრატის დამუშავება ერთდროულად, რაც ამცირებს წარმოების ხარჯებს. შედეგად, ჩვენ შეგვიძლია შევინარჩუნოთ პროდუქტის ღირებულება დაბალი, რაც გვაძლევს უპირატესობას ჩვენს კონკურენტებთან შედარებით. თუ დამუშავების სიზუსტის მოთხოვნები არ არის მაღალი, ბევრი კომპანია ირჩევს სველ ოქროვას უხეში მასობრივი წარმოებისთვის.
ჭურვის პროცესი დაინერგა, როგორც პროცესი, რომელიც როლს ასრულებს მიკროფაბრიკაციის ტექნოლოგიაში. აკრავის პროცესი უხეშად იყოფა სველ და მშრალ გრავირებად. თუ ღირებულება მნიშვნელოვანია, პირველი უკეთესია და თუ საჭიროა მიკროპროცესი 1 მკმ-ზე ნაკლები, მეორე უკეთესია. იდეალურ შემთხვევაში, პროცესი შეიძლება შეირჩეს წარმოების პროდუქტისა და ღირებულების მიხედვით, ვიდრე რომელია უკეთესი.
გამოქვეყნების დრო: აპრ-16-2024